


1060、5052铝卷是铸轧机经过压延,拉弯角加工后,进行飞剪的金属产品。1060、5052铝卷广泛应用在电子、包装、建筑、机械等方面,我国铝卷生产企业较多,生产工艺已经赶上发达。但是许多小厂家在铝卷的制造中总会遇到一些质量缺陷,那么,铝卷常见质量缺陷和原因是什么?
1.铝卷复合层脱落

铝卷复合层脱落
定义:复合材料包铝层离开1060铝卷基体并脱落形成的不规则缺陷。
主要原因:包铝层与1060铝卷基体金属之间有异物,导致包铝层无法焊合,并进一步产生包铝层脱落。
2.压花
定义:铝卷表面不规则色差
形成原因:由于带材折皱、断带等原因导致轧辊辊面不规则色差在轧制过程中周期性地印到带材表面的色差现象。
3.波浪
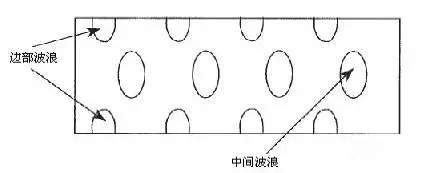

边部波浪和中间波浪示意图 二肋波浪和碎浪示意图
定义:6061铝板、铝带材由于不均匀变形而形成的各种不同的不平整现象的总称。板、带边部产生的波浪称为边部波浪,中间产生的波浪称为中间波浪,在中间和边部之间的既不在中间又不在两边的波浪称为二肋波浪,尺寸较小且通常呈圆形的波浪称为碎浪。
主要产生原因:
a. 辊缝调整不平衡,辊型控制不合理;
b. 润滑冷却不均,使板、带变形不均;
c. 道次压下量分配不合理;
d. 来料板型不良;
e. 卷取张力使用不均。
4.翘边

定义:1060铝卷经轧制或剪切后,带材边部翘起。
主要产生原因:
a. 轧制时压下量过大;
b. 轧制时润滑油分布不均匀;
c. 剪切时剪刃调整不当。
5.侧边弯曲
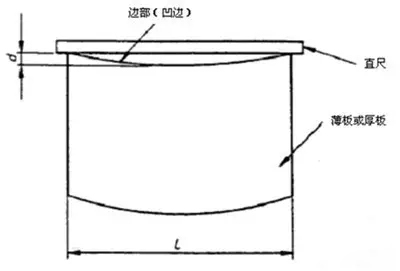
定义:铝板、带的纵向侧边呈现向某一侧弯曲的非平直状态。
主要产生原因:
a. 轧机两端压下量不一样;
b. 轧机送料不正;
c. 板、带来料两侧厚度不一致;
d. 轧辊预热不良或乳液流量控制不当;
e. 工艺润滑剂浓度过高,产生打滑;
f. 剪切前带材存在波浪,经剪切后波浪展开。
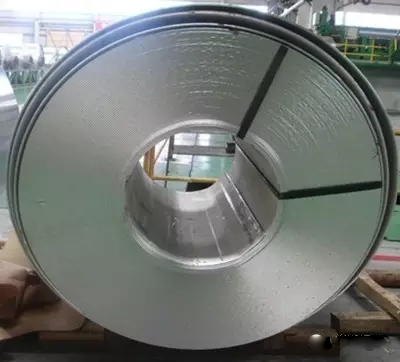
6.塌卷

定义:铝卷芯严重变形,卷形不圆。
主要产生原因:
a. 卷曲过程中张力不当;
b. 外力压迫;
c. 卷芯强度低;
d. 无卷芯卷材经退火产生。
7.错层

定义:带材端面层与层之间不规则错动,造成端面不平整。
主要产生原因:
a. 坯料不平整;
b. 轧机开卷、卷取张力控制不当;
c. 压下量不均,套筒串动;
d. 压平辊调整不当;
e. 卷取过程中,对中系统异常;
f. 辊系平行度不好。
8.塔形

定义:带卷层与层之间向一侧窜动形成塔状偏移。
主要产生原因:
a. 来料板形不好,张力控制不当;
b. 卷取对中调节控制系统异常;
c. 卷取时带头粘结不牢。
9.松卷
定义:卷取、开卷时层与层之间产生的松动,严重时波及整卷。
主要产生原因:
a. 卷取过程中张力不均或过小;
b. 开卷时压辊压力太小;
c. 钢带或卡子不牢固,吊运时产生。
10.燕窝

定义:带卷端面上产生局部“V”型缺陷。这种缺陷在带卷卷取过程中或卸卷后产生,有些待放置一段时间后才产生。
主要产生原因:
a. 带卷卷取过程中前后张力使用不当;
b. 胀圈不圆或卷取时打底不圆


